Лучшие магазины с ЧПУ и электроэрозионной обработки деталей пресс-форм из закаленной стали: как оценить возможности (не входит в список 10 лучших)
Выбор поставщика станков с ЧПУ и электроэрозионной обработки для деталей пресс-форм из закаленной стали на самом деле не сводится к поиску самого известного имени.
Речь идет о выявлении тех, кто может обрабатывать закаленную нержавеющую сталь H13, S136, 420, D2 и аналогичные стали со стабильным контролем процесса, измеримыми данными проверок и постоянством замены.
Это руководство поможет вам оценить возможности, маршрут процесса и доказательства проверки, чтобы вам не приходилось платить позже за внезапную установку, стендовую установку, задержку проверки или незапланированный простой.
Для серьезных покупателей упаковочных, медицинских изделий и колпачков/затворов это различие имеет большее значение, чем любой список «лучших магазинов».
Что на самом деле ищут покупатели при обработке деталей пресс-форм из закаленной стали
Детали пресс-форм из закаленной стали не сложны, поскольку они изготовлены из стали. Они сложны, потому что как только твердость достигает диапазона 48–60+ HRC, небольшие ошибки в контроле нагрева, износа и геометрии становятся дорогостоящими производственными рисками.
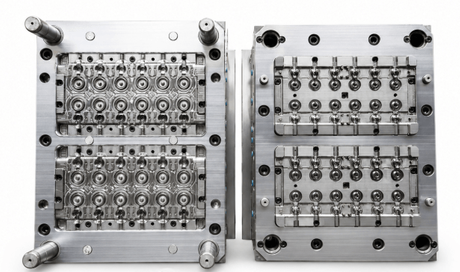
Чаще всего поражаются такие детали, как штифты, вставки, блоки полостей, резьбовые стержни, направляющие и подъемники, используемые в упаковочных, медицинских и закрывающих инструментах.
Скрытые затраты редко представляют собой счет за обработку. Это последующие затраты:
- часы установки на стенде
- проверка пресс-формы задержки
- брак или оплавление доработка
- незапланированные простои
- невзаимозаменяемые запасные части
Твёрдое фрезерование + электроэрозионная обработка: почему маршрут процесса важнее количества станков
Обычный цех с ЧПУ все еще может испытывать трудности с закаленными вставками пресс-форм, если он относится к работе как к стандартной механической обработке. Работа с закаленной пресс-формой обычно требует технологической цепочки, построенной на жестком фрезеровании, электроэрозионной обработке, проволочной электроэрозионной обработке, шлифовании и логике контроля, а не только на доступном времени шпинделя.
Мастерские, которые занимаются серьезной работой с пресс-формами из закаленной стали, обычно знают, как разделить детали по процессам:
- Твердое фрезерование для стабильного контроля геометрии и стратегия получистовой обработки
- Компоненты пресс-форм для электроэрозионной обработки для глубоких ребер, острых углов и мелких деталей
- впадин Проволочная электроэрозионная обработка для закаленной инструментальной стали, где важны узкие пазы, блокировки и точность профиля
- Проверка CMM , чтобы связать функции CTQ с фактическими отчетами
На общедоступном сайте SENLAN эта возможность представлена посредством применения компонентов для упаковки и медицинских форм, охвата оборудования Hardinge / Makino / Sodick / шлифования, а также поддержки инспекций на базе Zeiss. :contentReference[oaicite:1]{index=1}
Призыв к действию средней точки: если вы еще не готовы поделиться чертежами, вы все равно можете отправить тип детали + сталь + твердость + 3 характеристики CTQ, и мы можем сначала предложить вероятный маршрут процесса.
Запросите предложение по маршруту процесса
Обычный цех с ЧПУ против специалиста по закаленным пресс-формам
| Область оценки Общая область | Специалист по закаленным пресс-формам | в цехе с ЧПУ |
|---|---|---|
| Стратегия процесса | Стандартное фрезерование на основе общей геометрии | Твёрдое фрезерование + электроэрозионная обработка в сочетании с типом элемента CTQ |
| Контроль рисков | Машины только для рисования | Разделяет черновую, получистовую, электроэрозионную обработку и контроль после термообработки. |
| Инспекция | Базовая проверка размеров или частичная выборка | КИМ, логика FAIR/ISIR и сравнение полостей при необходимости |
| Запчасти | Часто можно сделать одну часть | Создан для взаимозаменяемых запасных частей пресс-формы. |
| Типичный результат | Деталь можно сделать один раз | Деталь можно повторить, проверить и заменить с меньшим риском установки. |
Прецизионные компоненты пресс-форм: где различия между поставщиками становятся реальными
Работа из закаленной стали обычно терпит неудачу. Не в очевидных размерах, а в функциях CTQ, которые контролируют посадку, герметизацию, закрытие, выравнивание и повторяемость.
Вот почему фразу «компоненты пресс-формы с жестким допуском ±0,005 мм» никогда не следует воспринимать как общее обещание по каждому элементу каждой детали. Более значимый вопрос заключается в том, может ли поставщик стабилизировать определенные характеристики CTQ при определенных материалах, геометрии и условиях измерения.
На веб-сайте SENLAN компания позиционирует эту возможность для прецизионных компонентов пресс-форм и многоместной упаковки/медицинских приложений, уделяя особое внимание возможностям обработки ±0,005 мм и контролю размеров на основе Zeiss. :contentReference[oaicite:2]{index=2}
для вставок пресс-форм из закаленной стали номинальное число допуска мало что значит без определенных функций CTQ, базовой логики и проверки на основе КИМ. На практике целью является не «жесткий допуск повсюду», а стабильный контроль за уплотнением, посадкой и критичными для замены размерами, которые определяют производительность пресс-формы.
Вопросы покупателя
- Какие функции и как используются CTQ они мерили?
- Проверяются ли КИМ резьбы, уплотнения и запорные зоны?
- Предоставляете ли вы данные сравнения полостей, когда это применимо?
- Взаимозаменяемы ли запасные части или следует рассчитывать на время установки?
- Можете ли вы объяснить разницу между номинальным допуском и функциональным допуском в этой детали?
Какие доказательства может предоставить настоящий поставщик
Серьезные покупатели не просто хотят уверенности. Им нужны доказательства, которые они могут использовать внутри компании для инженерной проверки, одобрения поставщика или проверки заказчиком.
Наиболее полезные доказательства обычно включают в себя:
- сертификат на материал + сертификат термообработки с отслеживаемостью
- Отчет CMM, привязанный к функциям CTQ
- Документация в стиле FAIR / ISIR, где требуется
- логика сравнения полостей для проектов с несколькими полостями
- обработка поверхности или подтверждение текстуры электроэрозионной обработки, где функция зависит от этого
Публичный сайт SENLAN уже поддерживает это направление, уделяя особое внимание проверке Zeiss CMM, управлению качеством ISO 9001: 2015, закупкам пресс-форм премиум-класса и примерам документации, которые можно загрузить. :contentReference[oaicite:3]{index=3}
Где SENLAN подходит лучше всего
Это не общее утверждение «мы делаем все». Судя по текущему расположению объекта, SENLAN лучше всего подходит, когда проект включает в себя упаковку, колпачки/укупорочные средства, компоненты медицинских форм, инструменты с несколькими полостями или запасные части форм из закаленной стали, где важны доказательства и повторяемость. :contentReference[oaicite:4]{index=4}
Лучше всего подходит, когда
- вам нужны вставки из закаленной стали обработка инструментов для упаковки или закрытия
- резьбовые стержни, штифты, направляющие или вставки влияют на уплотнение и посадку
- компонентов медицинских форм нужны отслеживаемые доказательства измерений
- взаимозаменяемые запасные части пресс-форм являются частью стратегии обслуживания
Не идеально, когда
- ваш приоритет - сверхбыстрое обслуживание изготовление прототипа из мягкой стали, только
- вам нужна поддержка на месте в течение 24 часов.
- Деталь представляет собой простой товар низкой точности, единственным определяющим фактором которого является цена.
Практический контрольный список поставщиков для деталей пресс-форм из закаленной стали
Если вы оцениваете поставщиков станков с ЧПУ и электроэрозионной обработки для вставок пресс-форм из закаленной стали, стержней, блоков для полостей, стержней с резьбой, направляющих или подъемников, используйте такой контрольный список:
- Могут ли они объяснить технологический маршрут: электроэрозионная обработка твердой фрезой или грузилом или проволочная электроэрозионная обработка?
- Работают ли они регулярно с нержавеющей сталью H13, S136, 420 или D2 в закаленном состоянии?
- Могут ли они предоставить доказательства CMM для функций CTQ?
- Поддерживают ли они взаимозаменяемые запасные части пресс-форм?
- Могут ли они объяснить стабильность после термообработки и логику проверки?
- Есть ли у них опыт применения в упаковке, колпачках/затворах или медицинских формах?
Текущая домашняя страница SENLAN уже использует герметизацию упаковки и практические примеры использования медицинских материалов с 32 полостями, чтобы показать, как эти проблемы решаются на практике. :contentReference[oaicite:5]{index=5}
Часто задаваемые вопросы
Какой диапазон твердости реален для твердого фрезерования с ЧПУ или электроэрозионной обработки?
При работе с закаленными формами обычно используются как твердое фрезерование, так и электроэрозионная обработка, когда сталь достигает примерно 48–60+ HRC. Выбор правильного маршрута зависит больше от геометрии, характеристик CTQ и требований к отделке, чем только от твердости.
Когда следует использовать электроэрозионную обработку вместо фрезерования закаленной стали?
Проволочная электроэрозионная обработка обычно предпочтительна, когда пазы, блокировки, узкие профили или точность профиля не могут быть эффективно сохранены фрезерованием без увеличения деформации или нагрузки на инструмент.
Как контролировать деформацию после термообработки?
Серьезные поставщики обычно контролируют это посредством выбора материала, маршрутизации термообработки, стратегии припусков, логики получистовой обработки и проверки после обработки, а не полагаясь только на окончательную обработку.
Какие допуски реалистичны для закаленных вставок пресс-форм H13 или S136?
Это зависит от типа объекта, длины, стратегии базирования и метода проверки. Что касается критических характеристик, ключевой вопрос заключается не в том, «какое наименьшее число», а в том, может ли поставщик хранить и проверять это число неоднократно при определенных условиях.
Что должно быть включено в отчет КИМ для компонентов пресс-формы?
Полезный отчет должен связывать измерения с характеристиками CTQ, базовыми данными и функциональными требованиями детали, а не просто перечислять общие размеры.
Как обеспечить взаимозаменяемость запасных частей без установки на стенде?
Обычно это зависит от согласованности исходных данных, повторяемости процесса, стабильности термообработки и проверки с помощью КИМ критически важных функций, которые определяют сборку и герметизацию.
Заключение
Лучший цех с ЧПУ и электроэрозионной обработки деталей пресс-форм из закаленной стали — это не просто магазин с самым широким перечнем станков. Это тот, чей технологический маршрут, логика измерения и опыт применения соответствуют реальному риску вашей детали.
Что касается упаковки, колпачков/затворов и медицинских проектов, покупатели должны сосредоточиться на стратегии твердого фрезерования, возможностях электроэрозионной обработки, контроле CTQ, качестве доказательств и последовательности замены, а не только на общих требованиях к механической обработке.
Начните со структурированного обзора
Если вы уже рассматриваете проект, отправьте чертеж, материал, целевую твердость и 3 важные характеристики CTQ. Зачастую этого бывает достаточно, чтобы определить, следует ли деталь подвергать твердому фрезерованию, электроэрозионной обработке или обрабатывать гибридным способом.
Если вы еще не готовы делиться чертежами, вы можете сначала просмотреть стиль документации SENLAN в Центре загрузки..