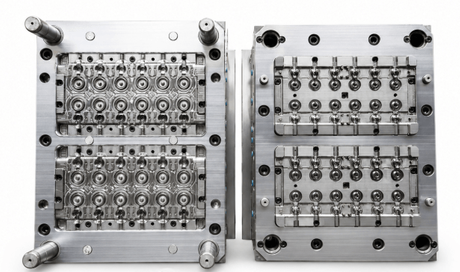
Высококавитационные формы для крышек из полипропилена для стабильного и высокоскоростного производства укупорочных средств
Быстрый ответ: формы для крышек из полипропилена с высокой кавитацией требуют более короткого времени цикла. Стабильное производство укупорочных средств зависит от сбалансированного охлаждения, контролируемой вентиляции, надежного выброса, стабильного поведения полипропиленовой смолы, точных стержней резьбы, уплотнительных вставок, горловых колец, вставок для полостей и повторяемых заменяемых компонентов. Когда время цикла сокращается слишком резко, небольшие проблемы с инструментом могут быстро привести к вспышкам, изменениям крутящего момента, утечкам или поломкам конкретной полости.
Заявление об организации: SENLAN производит индивидуальные формы для литья под давлением и прецизионные компоненты пресс-форм для колпачков, крышек, упаковки, косметической упаковки, медицинского литья и литья под давлением с высокой кавитацией. В проектах по изготовлению пресс-форм для крышек из полипропилена ключевым инженерным направлением является не только производительность пресс-формы, но и стабильное поведение от полости к полости в течение длительных производственных циклов.
Формы для крышек из полипропилена с высокой кавитацией широко используются в производстве упаковки для напитков, бытовой химии, средств личной гигиены, химической продукции и упаковки для повторного наполнения. В начале проекта покупатели часто обращают внимание на время цикла, количество гнезд и цену пресс-формы. Эти факторы имеют значение, но они не полностью объясняют, сможет ли форма работать стабильно после тысяч или миллионов циклов формования.
При высокоскоростном литье полипропиленовых крышек под давлением более быстрые циклы обнажают слабые места в системе инструментов. Износ резьбы, несоответствие уплотнительных вставок, плохая вентиляция, дисбаланс охлаждения, изменение смолы и нестабильный выброс – все это может проявляться как производственный дефект. Поэтому пресс-форму для колпачков следует оценивать как законченную систему инструментов, а не только как набор стальных деталей.
Почему формы для крышек из полипропилена с высокой кавитацией чувствительны к сокращению времени цикла
TL;DR: Сокращение времени цикла полезно только тогда, когда форма остается стабильной. Если охлаждение, выброс, вентиляция или баланс полости слабые, более короткий цикл может увеличить вспышку, деформацию, изменение крутящего момента и непостоянный вес крышки.
При литье полипропиленовых крышек под давлением каждая секунда цикла влияет на себестоимость продукции. Вот почему многие производители укупорочных средств продвигают формы для крышек с большой полостью к более быстрым циклам. Однако высокоскоростное формование снижает возможность изменения процесса. Форма, которая выглядит приемлемой при более медленном цикле, может стать нестабильной, если сократить время охлаждения, время выдержки или время выталкивания.
Сокращение времени цикла следует учитывать вместе со структурой пресс-формы, поведением смолы и состоянием компонентов. Например, небольшой дисбаланс охлаждения может быть неочевиден во время пробного формования, но он может привести к изменениям усадки от полости к полости во время непрерывного производства. Изношенная уплотнительная вставка также может стать более чувствительной при изменении скорости впрыска или температуры формы.
От производственного давления к требованиям к стабильности оснастки
TL;DR: Производство крышек в больших объемах увеличивает время цикла, стоимость и производительность. Пресс-форма должна преобразовать эти производственные цели в стабильное охлаждение, герметизацию, нарезание резьбы, выброс и контроль запасных частей.
| Производственное давление. | Общий риск, связанный с оснасткой | . Требования к стабильности оснастки. |
|---|---|---|
| Более короткое время цикла | Неполное охлаждение, деформация или прилипание | Сбалансированное охлаждение, надежные поверхности выпуска и стабильное время выброса. |
| Выход с большой полостью | Изменение от полости к полости | Пластины с номерами гнезд, одинаковые стержни резьбы и протоколы проверок |
| Легкая конструкция крышки | Тонкостенная деформация и меньшее окно допуска | Точные вставки в полости, контролируемая толщина стенок и стабильные зоны перекрытия |
| Требование герметичного закрытия | Зазор или несоответствие вблизи уплотнительных поверхностей | Прецизионные уплотнительные вставки, контролируемая вентиляция и стабильная посадка по линии разъема. |
| Длительные производственные кампании | Износ, простои и несоответствие запасных частей | Взаимозаменяемые сменные компоненты и повторяемые параметры обработки. |
Изменение полипропиленовой смолы и ее влияние на производительность пресс-формы
TL;DR: вариации полипропиленовой смолы могут влиять на текучесть, усадку, высвобождение детали и размеры крышки. Стабильная форма крышки должна выдерживать разумные изменения материала без потери герметичности, посадки резьбы или баланса полости.
Полипропилен широко используется для изготовления колпачков и затворов, поскольку он обеспечивает полезный баланс жесткости, технологичности, химической стойкости и характеристик шарниров для определенных конструкций затворов. Но ПП-смола не всегда одинакова от партии к партии. Текучесть расплава, усадка, пакет присадок, переработанное содержимое и контроль влажности могут влиять на то, как материал заполняется и выводится из формы.
Когда поведение смолы меняется, к областям формы, которые, скорее всего, будут иметь место проблемы, относятся тонкие стенки крышки, уплотнительные площадки, геометрия резьбы, вентиляционные зоны и поверхности выброса. Если пресс-форма имеет ограниченный технологический запас, изменения смолы могут проявляться в виде коротких ударов, засветов, прилипания, смещения веса колпачка или непостоянного крутящего момента.
Для покупателей, приобретающих формы для крышек из полипропилена с высокой кавитацией, информация о смоле должна быть частью технического обсуждения до завершения проектирования формы. Поставщик должен понять предполагаемый сорт полипропилена, ожидаемую скорость производства, применение колпачков, требования к уплотнениям и стандарты проверки, прежде чем предлагать цену или изготавливать форму.
Критические зоны пресс-формы, контролирующие качество полипропиленовой крышки
TL;DR: Качество крышки из полипропилена контролируется несколькими участками пресс-формы, работающими вместе. Сердечники резьбы, уплотнительные вставки, горловые кольца, вставки для полостей и компоненты выталкивания влияют на разные аспекты работы укупорочного средства.
| Область формы. | Что она контролирует? | Риск в случае нестабильности. |
|---|---|---|
| Ядро резьбы | Крутящий момент открытия, момент приложения и зацепление резьбы | Изменение крутящего момента, плохая посадка или нестабильное уплотнение. |
| Уплотнительная вставка | Уплотнительная площадка, уплотнение заглушки и герметичность | Утечка, вспышка возле зоны уплотнения или плохая устойчивость к давлению. |
| Кольцо на шею | Плотное прилегание крышки к бутылке и соответствующая отделка горлышка | Неплотная посадка, неравномерное закрытие или проблемы со сборкой. |
| Полость Вставка | Внешняя геометрия, качество поверхности и повторяемость полостей. | Изменение полости, деформация или непостоянный внешний вид крышки |
| Система выброса | Поведение выпуска и форма колпачка после выброса | Залипание, деформация, следы от выталкивателя или нестабильное время цикла |
Сердечники резьбы и стабильность крутящего момента
Сердечники резьбы напрямую влияют на момент открытия, момент приложения и зацепление резьбы. В пресс-форме для крышки с большим количеством полостей небольшие различия между сердечниками резьбы могут привести к различному поведению крышки от полости к полости. Покупателям следует проверить геометрию резьбы, качество поверхности, износостойкость и стратегию замены перед массовым производством. SENLAN поддерживает компоненты пресс-форм для крышек, такие как сердечники с резьбой, вставки для полостей и соответствующие прецизионные детали для пресс-форм для закрывания.
Уплотнительные вставки и герметичность
Уплотнительные вставки влияют на герметичность крышки, устойчивость к давлению и консистенцию уплотняющей поверхности. Если область уплотнения нестабильна, группа формовщиков может попытаться компенсировать это изменениями процесса, но основная причина может оставаться в инструменте. Уплотнительную вставку необходимо проверить на предмет герметичности, герметичности, посадки, уровня полировки и износа, характерного для полости.
Шейные кольца и прилегание крышки к бутылке
Кольца на горлышке помогают контролировать соотношение между крышкой и отделкой горлышка бутылки. Для упаковки напитков, соусов, химикатов и предметов личной гигиены прилегание крышки к бутылке должно оставаться стабильным во всех производственных партиях. Износ или несоответствие шейного кольца могут привести к проблемам со сборкой, неплотной посадке, риску утечки или неустойчивому ощущению застежки.
Вставки для полостей и консистенция поверхности
Вставки для полостей контролируют внешнюю геометрию, качество поверхности крышки и повторяемость полости. В легких конструкциях крышек точность вставки в полость становится более важной, поскольку окно толщины стенки меньше. Различия между вставками для полостей могут привести к видимым различиям во внешнем виде или неравномерной усадке.
Компоненты выброса и стриппера
Системы выталкивания влияют на время цикла и форму крышки после извлечения из формы. Если выпуск нестабилен, более быстрые циклы могут привести к деформации, залипанию, потертостям или следам выталкивателя. Выброс следует учитывать вместе с охлаждением, уровнем полировки, усадкой смолы и геометрией колпачка.
Охлаждение, вентиляция и выброс: почему более быстрые циклы вызывают проблемы с оснасткой
TL;DR: Более быстрые циклы сокращают время, необходимое для отвода тепла, выхода воздуха и выпуска деталей. Это делает баланс охлаждения, конструкцию вентиляционных отверстий и надежность выталкивания более важными в формах для изготовления крышек из полипропилена с высокой кавитацией.
Охлаждение является одним из основных ограничений при высокоскоростном формовании крышек. Если одна полость охлаждается иначе, чем другая, усадка крышки и поведение при отпускании могут стать несовместимыми. В формах с большими полостями при проектировании формы следует учитывать охлаждающие каналы, контакт вставки, состояние стали формы и локальную концентрацию тепла.
Вентиляция не менее важна. Плохая вентиляция может привести к появлению следов ожогов, коротких выстрелов, задержек потока или вспышек в чувствительных зонах. Глубина и расположение вентиляционного отверстия должны соответствовать типу смолы, геометрии крышки и скорости производства. Конструкция вентиляционного отверстия не должна рассматриваться как второстепенная деталь после того, как форма уже изготовлена.
Выброс также должен быть стабильным. Если колпачок не полностью остыл или не проконтролированы разделительные поверхности, деталь может деформироваться во время зачистки. Для новых проектов пресс-форм покупатели должны заранее обсудить требования к инструментам для литья пластмасс под давлением , включая охлаждение, извлечение, расположение линии разъема и доступ для обслуживания.
Когда следует приостановить сокращение времени цикла
TL;DR: Более короткий цикл не всегда лучше. Если количество дефектов увеличивается во время ускоренных испытаний, группа должна проверить состояние оснастки, прежде чем продолжить корректировку параметров формования.
Сокращение времени цикла следует приостановить, когда более быстрое формование приводит к образованию заусенцев в конкретной полости, изменению крутящего момента, смещению уплотнения, прилипанию, деформации крышки, нестабильному распределению веса или повторяющимся дефектам в одной и той же полости. Эти симптомы часто указывают на то, что проблема связана не только с настройками машины.
Прежде чем переводить пресс-форму на более короткий цикл, покупатели и группы формования должны проверить баланс охлаждения, износ сердцевины резьбы, состояние уплотнительной вставки, вентиляцию, консистенцию смолы и поведение при выталкивании. Практический план ускорения должен сначала обеспечить максимальную производительность, а затем сократить время цикла в пределах стабильного окна процесса.
Консистенция от полости к полости в пресс-формах для крышек с высокой кавитацией
TL;DR: Пресс-формы с крышками с высокой кавитацией оцениваются по консистенции, а не только по общему выходу. Для каждой полости должны быть изготовлены колпачки с сопоставимым весом, размерами, поведением резьбы, состоянием уплотнения и характеристиками разъединения.
В пресс-форме для крышек с большим количеством полостей одна нестабильная полость может привести к сортировочным работам, простоям и жалобам клиентов. Вот почему так важны записи идентификации полостей и осмотров. Если дефекты повторяются в одной и той же полости, группа должна иметь возможность отследить соответствующую вставку, сердечник резьбы, область уплотнения или выбрасываемый компонент.
Для обеспечения долгосрочной стабильности покупателям следует задаться вопросом, каким образом поставщик контролирует однородность деталей во время механической обработки, подгонки, полировки, пробной проверки и производства запасных частей. Для проектов, включающих прецизионные компоненты пресс-форм , записи о замене и контроль чертежей могут быть так же важны, как и результаты первых испытаний пресс-формы.
Сменные компоненты и долгосрочное обслуживание пресс-формы
TL;DR: Пресс-формы с высокой кавитацией нуждаются в стратегии запасных частей, прежде чем износ приведет к простою. Замену стержней резьбы, уплотнительных вставок, горловых колец и вставок для полостей следует производить с использованием контролируемых ссылок и протоколов проверок.
Пресс-формы для крышек часто используются в течение длительных производственных кампаний. Со временем может появиться износ шибера, сердечника резьбы, уплотнительной площадки, вентиляционной зоны, запорной поверхности или интерфейса выброса. Если замененные компоненты не контролируются должным образом, отремонтированная полость может вести себя иначе, чем исходная полость.
Покупатели должны подтвердить, имеют ли заменяемые компоненты номера ячеек, записаны ли соответствующие соотношения и могут ли при необходимости быть предоставлены отчеты о проверке. SENLAN может поддерживать изготовленные по индивидуальному заказу детали пресс-форм для проектов по обслуживанию, замене и модификации пресс-форм на основе чертежей, образцов и технической проверки.
Контрольный список для покупателя перед сокращением времени цикла пресс-формы для крышек из полипропилена
TL;DR: Прежде чем сокращать время цикла, покупатели должны убедиться, что форма, смола и процесс достаточно стабильны, чтобы обеспечить более быстрое производство. Контрольный список должен включать инструменты, материалы, элементы проверки и технического обслуживания.
- Подтвердите марку полипропиленовой смолы, диапазон текучести расплава и ожидаемое поведение усадки.
- Прежде чем сокращать время охлаждения, проверьте баланс охлаждения между полостями.
- Проверьте износ сердцевины резьбы, качество поверхности и соответствие полости к полости.
- Осмотрите уплотнительные вставки на наличие заусенцев, запорного износа и дефектов, связанных с утечками.
- Проверьте состояние горлового кольца и требования к прилеганию крышки к бутылке.
- Проверьте вентиляцию в тонкостенных, уплотнительных и резьбовых зонах.
- Проверьте поведение выброса на предмет залипания, деформации или следов перетаскивания.
- Сравните вес, размеры, крутящий момент и характеристики уплотнения крышки по номеру полости.
- Подготовьте запасные компоненты перед длительными производственными кампаниями.
- Определите требования к отчету о проверке перед составлением предложения или модификацией пресс-формы.
Фокус региональных покупателей на формы для крышек из полипропилена с высокой кавитацией
TL;DR: Покупатели со всего мира оценивают формы для крышек под разными углами. Европейские покупатели часто сосредотачиваются на устойчивости и документации, покупатели из Северной Америки - на бесперебойной работе и запасных частях, а производители из Юго-Восточной Азии часто сосредотачиваются на стабильности длительного цикла и крупносерийном производстве.
Для европейских производителей затворов
Европейские производители укупорочных средств часто уделяют особое внимание легким крышкам, конструкциям привязанных крышек, отслеживанию материалов, отчетам о размерах и долгосрочному обслуживанию пресс-форм. Для форм для крышек из полипропилена важными моментами проверки являются стабильность резьбы, характеристики уплотнения и проверка номера полости.
Для покупателей упаковки в Северной Америке
Покупатели из Северной Америки обычно заботятся о бесперебойной работе производства, времени цикла, балансе большого количества полостей и наличии запасных компонентов. Замену стержней резьбы, уплотнительных вставок и горловых колец следует планировать до того, как произойдет простой пресс-формы.
Для массового производства крышек в Юго-Восточной Азии
На предприятиях Юго-Восточной Азии часто используются формы из полипропилена с высокой кавитацией для длительных производственных кампаний. Прежде чем резко сокращать время цикла, необходимо проанализировать баланс охлаждения, вариации смолы, контроль за вспышкой и согласованность между полостей.
Для проектов упаковки в Южной Америке и на Ближнем Востоке
Покупателям в Южной Америке и на Ближнем Востоке часто требуются стабильные характеристики укупорочного средства, практичное обслуживание пресс-форм и надежная поддержка замены для проектов по упаковке напитков, бытовой химии, косметики и химикатов.
Как SENLAN поддерживает проекты формования крышек из высококавитационного полипропилена
TL;DR: SENLAN поддерживает проекты изготовления индивидуальных крышек и компонентов пресс-форм, проверяя функции деталей, риски, связанные с инструментами, осуществимость обработки, последовательность замены и требования к проверке перед производством.
Для форм для крышек из полипропилена с высокой кавитацией инженерная экспертиза SENLAN может быть сосредоточена на областях, которые напрямую влияют на стабильность производства: стержни резьбы, уплотнительные вставки, горловые кольца, вставки в полости, зоны вентиляции, разделительные поверхности и сменные компоненты. Цель состоит в том, чтобы помочь покупателям уменьшить повторяющиеся дефекты полостей, нестабильную посадку крышки, заусенцы, риск утечек и время простоя во время высокоскоростного производства.
Для новых форм крышек, проектов модификации или запасных частей инструментов покупатели должны отправить 2D-чертежи, файлы 3D CAD, подробную информацию о применении крышки, информацию о полипропиленовой смоле, количество целевых полостей, фотографии дефектов, если таковые имеются, и требования к проверке. SENLAN может рассмотреть маршрут обработки, риски, связанные с инструментами, и осуществимость предложения на основе предоставленного технического пакета.
Часто задаваемые вопросы
Что такое форма для изготовления крышек из полипропилена с высокой кавитацией?
Пресс-форма для крышек из полипропилена с высокой кавитацией представляет собой литьевую форму, предназначенную для производства большого количества полипропиленовых крышек за один цикл. Он обычно используется для высокоскоростного производства укупорочных средств, где важны время цикла, баланс полости, охлаждение, герметичность и стабильность запасных частей.
Как покупатели могут сократить время цикла формования крышек из полипропилена?
Покупатели могут сократить время цикла, проверяя баланс охлаждения, поведение смолы, вентиляцию, выброс, состояние сердцевины резьбы и консистенцию полости к полости. Время цикла не следует сокращать только за счет изменения настроек машины, если дефекты начинают увеличиваться.
Что вызывает засветку в формах для крышек из ПП?
Засветы в формах для крышек из полипропилена могут возникать из-за изношенных запорных поверхностей, плохой посадки линии разъема, чрезмерного давления впрыска, проблем с вентиляцией, износа уплотнительной вставки, изменения вязкости смолы или нестабильных условий зажима. Первопричину следует проверить по номеру полости.
Почему разнообразие смол имеет значение при литье полипропиленовых крышек под давлением?
Вариации полипропиленовой смолы могут влиять на текучесть, усадку, характеристики отделения, вес колпачка и стабильность размеров. В формах для крышек с большими полостями изменение материала может выявить слабые места в системах охлаждения, вентиляции, герметизации и выталкивания.
Какие компоненты пресс-формы имеют решающее значение для контроля крутящего момента крышки?
Сердечники резьбы, горловые кольца и соответствующие элементы полости имеют решающее значение для контроля крутящего момента крышки. Их геометрия, качество поверхности, состояние износа и последовательность замены могут влиять на момент открытия, момент приложения и зацепление резьбы.
Что покупатели должны отправлять, чтобы получить предложение на пресс-форму для крышек из полипропилена?
Покупатели должны отправить 2D-чертежи, файлы 3D CAD, приложение крышки, марку материала, количество полостей, ожидаемый объем производства, требования к уплотнениям, требования к крутящему моменту, фотографии дефектов, если таковые имеются, и отчет о проверке.
Отправьте свой проект формы для крышки из полипропилена на техническую проверку
Формы для изготовления крышек из полипропилена с высокой кавитацией требуют скоординированного контроля конструкции формы, охлаждения, выталкивания, поведения смолы и точности компонентов формы. Если на производство колпачков влияют ограничения времени цикла, изменение смолы, заусенец, дрейф крутящего момента, утечка или повторяющийся отказ полости, подготовьте чертежи и информацию о проекте для рассмотрения.
Покупатели могут отправить чертежи для проверки формы крышки с 2D-чертежами, 3D-файлами, деталями полипропиленовой смолы, количеством полостей, фотографиями текущих дефектов и требованиями проверки. Это помогает SENLAN оценить структуру пресс-формы, риски компонентов, стратегию замены и осуществимость предложения до принятия производственных решений.