Услуги по изготовлению индивидуальной оснастки для готовых к производству компонентов пресс-форм, приспособлений и прецизионных инструментов
Изготовление специальных инструментов — это не просто изготовление специальной детали в соответствии с чертежом. В реальном производстве именно это превращает процесс из «возможного» в «повторяемый». Правильно изготовленные инструменты помогают стабилизировать посадку, уменьшить отклонения в настройках, улучшить реагирование на техническое обслуживание и обеспечить более предсказуемое производство.
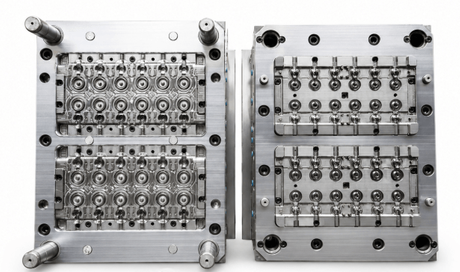
В SENLAN наши услуги по изготовлению индивидуальной оснастки сосредоточены на компонентах пресс-форм, приспособлениях, калибрах и критически важных производственных инструментах, используемых для литья под давлением, изготовления пресс-форм и точного производства. Мы не позиционируем это как машинную работу общего назначения. Цель состоит в том, чтобы создать инструменты, которые работают в производстве, а не просто детали, которые однажды правильно измеряют.
Типичные проекты включают в себя специальные вставки для пресс-форм, направляющие, подъемники, изнашиваемые детали, приспособления для крепления станков с ЧПУ/EDM, измерительные компоненты и повторные поставки запасных частей для систем инструментов, связанных с пресс-формами.
Что такое нестандартная оснастка в производстве?
В производстве специальные инструменты обычно относятся к специально созданным инструментам и компонентам, предназначенным для одного конкретного продукта, процесса, машинного интерфейса или производственной задачи.
В зависимости от приложения это может включать в себя:
- вставки в пресс-формы и критически важные для посадки компоненты
- пресс-формы,
- измерительные детали и оборудование для проверки,
- средства для сборки и установочные инструменты,
- изнашиваемые компоненты и сменные детали
- оснастки, направляющие, позиционирование и контактные элементы, созданные для черчения.
Разница между стандартными инструментами и нестандартными инструментами заключается не только в форме. Это функция.
Стандартная деталь может подойти по габаритам. Ожидается, что специальный инструмент будет функционально соответствовать реальному процессу, реальным нагрузкам, реальным требованиям по замене и техническому обслуживанию.
Вот почему специальные инструменты становятся важными, когда проект выходит за рамки «можно ли это сделать?» и переходит к вопросу «может ли он работать надежно?».
Более широкий обзор семейств деталей, обычно используемых в этих проектах, см. в разделе « Компоненты прецизионных пресс-форм»..
Возможности специального инструмента (ЧПУ, электроэрозионная обработка, шлифовка, термообработка)
Наши услуги по индивидуальному оснащению основаны на маршруте процесса, необходимом для конкретной функции, а не только на одном станке.
Типичные комбинации процессов включают в себя:
- Обработка на станках с ЧПУ профилей, отверстий, установочных поверхностей и контролируемой внешней геометрии.
- Электроэрозионная обработка глубоких полостей, острых внутренних углов, узких пазов и труднообрабатываемых внутренних деталей.
- Шлифование для окончательной посадки, плоскостности, округлости, параллельности и стабильность сопрягаемой поверхности
- Термическая обработка для повышения
- износостойкости , твердости и увеличения срока службы Обработка
Для многих проектов ключевой вопрос заключается не в том, «есть ли у поставщика ЧПУ». А в том, знают ли они, когда одного ЧПУ достаточно, когда следует взять на себя электроэрозионную обработку и когда шлифование не подлежит обсуждению.
Именно здесь прецизионное производство становится реальной возможностью обслуживания, а не просто списком машин.
Типичные результаты этого этапа:
- поверхности
- /
- покрытие
- там,
- где этого требует износ, коррозия или состояние поверхности
Для более подробного ознакомления с фактической производственной базой, лежащей в основе планирования этого маршрута, посетите раздел ЧПУ, электроэрозионное и шлифовальное оборудование..
Компоненты пресс-форм, которые мы изготавливаем по индивидуальному заказу (вставки, направляющие, подъемники, изнашиваемые блоки)
Большая часть нестандартной оснастки при производстве пресс-форм приходится на компоненты пресс-форм, критически важные для посадки.
Типичные типы деталей включают в себя:
- DFM
- отмечает
- рекомендации
- по
- технологическому маршруту технологичность
- точки риска материал
- и
- направление термообработки
- критические характеристики
- посадки
Это не просто обработанные детали. Это части производственного контроля.
Если они дрейфуют, плесень уплывает вместе с ними.
Именно поэтому покупателей обычно волнует:
- анализ
- стабильность,
- скорость износа,
- повторяемость, свидетельства о проверке запасных частей
- ,
- привязанные к функциям CTQ. Приспособления для станков с
В программах литья под давлением специальные инструменты часто поддерживают зрелость формы до того, как пресс станет проблемой.
Специальные приспособления и приспособления (фиксаторы, быстросменные, сборочные)
Мы также поддерживаем специальные приспособления и приспособления для механической обработки, сборки и обработки продукции.
Типичные примеры включают в себя:
- ЧПУ
- и электроэрозионной обработки.
- Крепления для сборки и позиционирования.
- Запрессовка или загрузка приспособлений .
- Быстрая смена концепций приспособлений.
- Инструмент для стабилизации
В этих проектах ценность приспособления заключается не только в удержании детали. Это стабилизирует процесс вокруг детали.
Обычно это означает:
- настройки
- для повторяющихся работ.
- Записи
- измерений
- ,
Там, где это уместно, конструкции светильников также могут быть построены на основе повторных поставок запасных частей, чтобы будущее техническое обслуживание не перезапускало цикл проектирования с нуля.
Качество и контроль (CTQ, стратегия данных, отчеты, отслеживаемость)
Для B2B-покупателей словосочетание «высокое качество» бесполезно, если оно не превращается в доказательство.
Вот почему наши услуги по изготовлению индивидуальных инструментов обычно структурируются вокруг функций, которые фактически контролируют функции.
Планирование инспекций часто фокусируется на:
- ориентированные
- на
- CTQ,
- выбранные
- элементы контроля в стиле FAI,
- документация
- о
Что мы можем поддерживать в зависимости от масштаба проекта:
- материале / термообработке, где это применимо,
- идентификация детали и отслеживание партии
- ,
- отчет о размерах
- повторной
- поставки на основе ревизий
Самый важный принцип прост: проверка должна определять, как будет использоваться инструмент, а не только то, как отформатирован отпечаток.
Типичные результаты этого этапа:
- , список CTQ,
- примечания к проверке,
- информация о отслеживаемости,
- если требуется,
- подтверждение выпуска отгрузки
Покупатели, желающие более непосредственно оценить эту сторону, могут ознакомиться с техническими преимуществами..
Материалы и обработка поверхности (износ, коррозия, полировка)
Выбор материала должен соответствовать функции.
Для нестандартных инструментов обычно возникают следующие вопросы:
- Нужна ли детали износостойкость?
- Является ли прочность более важной, чем максимальная твердость?
- Будет ли деталь подвергаться воздействию влажной или агрессивной среды?
- Нужен ли инструмент полировке?
- Является ли поверхность частью характеристик посадки, герметизации или внешнего вида?
Типичные материальные направления могут включать в себя:
- Системы из инструментальной стали для определения износа и срока службы
- Системы из более прочной стали, в которых существует опасность сколов или ударов
- Инструкции по использованию инструментов из нержавеющей стали для сред, чувствительных к коррозии
- Стальные системы, устойчивые к полировке, для инструментов, влияющих на внешний вид
Обработка поверхности или покрытие также могут иметь значение, когда износ, коррозионная стойкость или состояние поверхности влияют на срок службы.
Лучший выбор – это не самый твердый материал по умолчанию. Именно он лучше всего поддерживает приложение, маршрут процесса и план обслуживания.
Снимок возможностей
| Элемент | Типичное содержание для публикации |
|---|---|
| Возможность допуска | Общий диапазон допуска механической обработки; более узкие возможности для выбранных критически важных функций |
| Процессы | Обработка на станках с ЧПУ, электроэрозионная обработка, шлифовка, термообработка, чистовая обработка/покрытие поверхности. |
| Материалы | Инструментальные стали, нержавеющие инструментальные материалы, выбранные алюминиевые или медные сплавы, в зависимости от обстоятельств. |
| Инспекция | КИМ, высотомер, профиль/проектор, шероховатость, твердость, отчеты о размерах |
| Результаты | Примечания DFM, отчет о размерах, список CTQ, элементы прослеживаемости, где это необходимо. |
| Повторить поставку | Повторные заказы на основе ревизий, планирование запасных частей, контроль версий партий/чертежей |
Этот тип структурированного резюме помогает покупателям и поисковым системам понять, что страница предлагает реальную услугу, а не только концептуальную статью.
Типичное время выполнения заказа, минимальный заказ и повторная поставка запасных частей
Время выполнения заказного инструмента следует обсуждать по этапам, а не по одной упрощенной цифре.
Типичные этапы включают в себя:
- Анализ запроса ценового предложения
- Подтверждение процесса
- ответа на DFM
- Проверка
- времени выполнения обработки и отчет о обороте
- Готовность к отправке
Фактическое время выполнения зависит от сложности детали, материала, термообработки, маршрута отделки, количества, а также от того, является ли проект первой сборкой или повторной поставкой запасных частей.
Минимальный заказ зависит от типа проекта. Некоторые заказы на нестандартную оснастку начинаются с единичных деталей, в то время как другие более эффективны с небольших партий или повторных заказов с контролем ревизий.
Многим покупателям нужна не только одна удачная сборка. Позже им снова понадобится та же деталь, с той же логикой подгонки, той же доработкой и с меньшим риском установки на стенде или несоответствия.
Вот почему повторную поставку запасных частей следует рассматривать как часть обслуживания, а не как второстепенную мысль.
Типичные примеры проектов
Пример 1: Пластина для глубокой детализации с риском повторной коррекции
Проблема: геометрия пластины содержала глубокую детализацию и внутренние элементы, которые трудно обрабатывать на станке, что создавало высокую вероятность исправления после первой сборки.
Решение: Маршрут был скорректирован, чтобы объединить станки с ЧПУ и электроэрозионную обработку, уделив больше внимания контролю базовой точки и подгонке поверхностей после термообработки.
Результат: меньше процедур проб и ошибок и более стабильный результат первой сборки.
Пример 2: Износостойкий блок с частыми простоями при замене
Проблема: чувствительная к износу деталь инструмента приводила к частым простоям, поскольку путь замены не был четко определен.
Решение: Деталь была перепроектирована как модульный сменный элемент с более четким контролем версий и логикой запасных частей.
Результат: более быстрое реагирование на техническое обслуживание и снижение простоев производства.
Запросить цену: что отправить
Чтобы сократить время расчета цен и повысить техническую точность, отправьте любое из следующих документов:
- 2D-чертеж с допусками
- 3D-модель, если имеется, количество
- материала или требования к производительности,
- целевое количество и время выполнения
- процесса или описание варианта использования,
- информация о сопрягаемых деталях, если соответствие имеет значение,
- проверка или требование отчета, если необходимо,
Подробный запрос предложения обычно упрощает рекомендацию правильного маршрута для ЧПУ, электроэрозионной обработки, шлифования, термообработки и контроля — вместо того, чтобы указывать деталь как стандартную машинную работу.
Типичные результаты анализа котировок:
- на начальном этапе обзор технологичности,
- рекомендации по маршруту процесса,
- примечания к рискам,
- направление проверки
- , предложение и план поставок
Если вы хотите просмотреть примеры форматов отчетов или справочные файлы перед запросом цен, воспользуйтесь центром загрузки..
Часто задаваемые вопросы
Какие форматы файлов вы принимаете?
2D-чертежи PDF и распространенные 3D-форматы, такие как STEP или IGES, обычно являются наиболее полезными. Другие форматы могут быть рассмотрены в зависимости от проекта.
Каково обычное время выполнения вставок или приспособлений для пресс-форм?
Это зависит от сложности, материала, термообработки и способа отделки. Более полезным вопросом обычно является план основных этапов: рассмотрение запроса цен, DFM, механическая обработка, проверка и готовность к отправке.
Поддерживаете ли вы небольшие партии и повторные заказы в одной и той же версии?
Да. Многие заказы на нестандартную оснастку начинаются с разовых или пилотных партий, а затем переходят к повторным поставкам запасных частей с контролем версий.
Можете ли вы использовать существующие инструменты или устаревшие детали пресс-форм?
Да, но в этих проектах обычно требуется больше внимания к анализу рисков посадки, стратегии исходных данных и фактическому состоянию сопрягаемых деталей.
Какие шаблоны отчетов о проверке доступны?
Это зависит от объема проекта, но могут поддерживаться размерные отчеты, элементы контроля, ориентированные на CTQ, и выбранные форматы отчетов, определяемые заказчиком.
Получите обзор специального инструмента
Если риск вашего проекта связан с посадкой, износом, постоянством замены или повторяемостью инструментов, отправьте свой набор чертежей, 3D-файл, если таковой имеется, контекст применения, количество, целевое время выполнения заказа и критические требования к посадке или поверхности.
Отсюда мы можем просмотреть маршрут оснастки, технологические риски, план проверок и стратегию повторных поставок для вашего проекта.