Устранение простоев: стратегическое руководство по прецизионным компонентам пресс-форм для крупноцикловых медицинских и упаковочных инструментов
При крупносерийном литье незапланированные простои редко начинаются с серьезного сбоя. Обычно это начинается с небольшого несоответствия посадки, смещения затвора или характера износа, который постепенно превращает стабильную работу в повторяющуюся регулировку. Для покупателей, занимающихся медицинскими и упаковочными инструментами, прецизионные компоненты пресс-форм — это не просто запасные части. Они являются механической основой производительности, времени безотказной работы и срока службы пресс-формы.
Это особенно актуально для проектов, в которых присутствует высокая кавитация, строгие косметические стандарты или сложные условия выброса. Как в компонентах медицинских форм , так и в упаковочных инструментах, реальный вопрос заключается не в том, можно ли обрабатывать деталь, а в том, сможет ли она оставаться стабильной при повторяющихся термических и механических циклах.
I. Почему точность компонентов определяет потолок вашего проекта закачки
При высокопроизводительном литье пластмасс под давлением потолок производительности всего проекта определяется постоянством критической цепочки подгонки формы. Когда допуски на уровне компонентов смещаются, пресс-форма все равно может работать, но ее работа уже не предсказуема.
В укупорочных средствах для напитков и инструментах для крышек плохая посадка часто проявляется в виде заусенцев, заусенцев, риска утечки и нестабильного зацепления резьбы. Вот почему покупатели, занимающиеся компонентами пресс-форм для крышек, обычно сосредотачиваются на герметичности, взаимозаменяемости и устойчивости к износу задолго до того, как они обращают внимание на внешний вид.
- Заусенцы и заусенцы: часто возникают из-за нестабильных участков уплотнения и неравномерного прилегания линии разъема.
- Размерный дрейф: обычно связан с поведением стали, контролем термообработки и нестабильностью процесса во время непрерывного производства.
- Частые заедания: обычно связаны с трением, плохой посадкой втулки или недостаточной обработкой поверхности в инструментах с большим циклом работы.
Самым дорогим компонентом часто оказывается тот, который при покупке выглядел недорогим, но впоследствии стал причиной простоев, монтажных работ, брака и повторного технического обслуживания.
II. Выбор основных компонентов: решение проблем, специфичных для отрасли
1. Пластины для полостей и сердечников: основа качества поверхности и точности размеров
В упаковочной и косметической промышленности качество вставок для полостей и стержней напрямую влияет как на внешний вид, так и на повторяемость. Во многих проектах пластина не просто образует деталь. Он контролирует качество уплотнения, качество резьбы, эффективность разъединения и длительный износ.
В проектах, требующих стабильного сохранения геометрии и контролируемого качества поверхности, хорошо обработанные прецизионные вставки для полостей для упаковочных форм могут уменьшить последующую вариацию полировки и помочь поддерживать постоянство размеров детали от полости к полости.
2. Системы выброса: невидимая движущая сила, стоящая за ломом и стабильностью
В медицинских инструментах, таких как формы для наконечников пипеток или формы для реакционных чашек, даже незначительные отклонения в гильзах, направляющих выталкивателя или концентричности могут привести к побелению под напряжением, следам сопротивления или неравномерному выпуску. Эти проблемы легко недооценить, поскольку они могут не проявиться во время стендового контроля, но стать очевидными во время высокоскоростного производства.
Здесь важна инженерия поверхности. Закаленные втулки, правильный выбор покрытия и проверенная концентричность уменьшают трение и помогают обеспечить более плавный и сбалансированный выброс. С точки зрения управления процессом, здесь дисциплина обработки и возможности контроля имеют большее значение, чем общие требования «высокой точности». Логику этого можно увидеть в технических преимуществах SENLAN , где стабильность обработки, контроль КИМ и управление процессом рассматриваются как часть производственной системы, а не как изолированные преимущества.
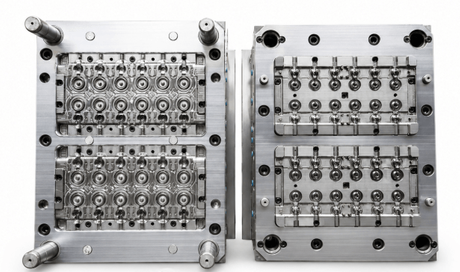
3. Выравнивание и направление: обеспечение повторяемости в полостях
Многоместные формы требуют выравнивания каждый раз, когда форма закрывается. Если направляющая система изнашивается неравномерно или посадочная цепь непостоянна, результатом является не только износ, но и нестабильное уплотнение, несоответствие и увеличение различий между полостями.
Вот почему покупатели, приобретающие боковые замки, фиксирующие элементы и направляющие посадки, должны обратить пристальное внимание на то, как поставщик обеспечивает контроль допуска ±0,005 мм в прецизионных компонентах пресс-форм . Контролируемые допуски помогают превратить выравнивание из предположения в повторяемый результат.
III. Материал и термическая обработка: за пределами стандартной стали
Срок службы прецизионного компонента редко определяется только твердостью. Долговременная стабильность зависит от баланса между ударной вязкостью, твердостью, коррозионной стойкостью и пригодностью материала для смолы и формовочной среды.
Для проектов по укупорке напитков и больших объемов производства, особенно там, где важны повторяемость выпуска и устойчивость к износу, часто необходимо оценить, относится ли компонент к общему упаковочному оборудованию или к более специализированным платформам, таким как детали пресс-форм для ПЭТ-преформ , где особенно высоки ожидания стабильности полости и непрерывности производства.
Для медицинских применений или влажных производственных сред коррозионная стойкость становится частью контроля размеров. В этих случаях стратегии использования материалов, основанные на закаленной нержавеющей стали, часто более надежны, чем альтернативы более низкого качества. Одним из подходящих примеров являются детали медицинских литьевых форм с высокой коррозионной стойкостью из нержавеющей стали 420 , где выбор материала обеспечивает как чистоту, так и долговременную стабильность поверхности.
IV. Прямая фабрика: почему важна надежность оборудования
Покупатели часто слышат подобные обещания от многих поставщиков: высокая точность, стабильное качество, быстрая доставка. Что отличает надежного поставщика от рискованного, так это то, подтверждаются ли эти заявления маршрутом обработки, логикой проверки и возможностями оборудования, которые соответствуют фактической геометрии детали.
В реальном производстве повторяемость достигается за счет выбора процесса, а не формулировок. Полезным примером является то, как стабилизируются прецизионные компоненты пресс-форм для многоместных пресс-форм : путем выбора маршрутов обработки на основе характеристик CTQ, доступности функций и состояния материала, а не применения одного и того же процесса для каждой детали.
Такой подход легче поддерживать, если поставщиком является непосредственный производитель, имеющий собственный контроль над циклами обработки, контроля и коррекции. Как показано в профиле компании SENLAN , ценность модели прямого производства заключается не просто в более низкой наценке. Это возможность объединить чертежи, планирование процессов, проверку и окончательную стыковку в один контролируемый рабочий процесс.
V. Устранение неполадок: распространенные виды отказов и направления оптимизации
| Основная | причина проблемы на уровне компонента. | Направление оптимизации. |
|---|---|---|
| Вспышка/заусенцы | Износ центровки, нестабильная запорная посадка, плохая повторяемость | Модернизация направляющих компонентов, уточнение допусков посадки, улучшение согласованности размеров. |
| Перетаскивание детали / Царапины поверхности | Плохое качество поверхности, ненадлежащая способность к разделению, локальное несоответствие. | Улучшите маршрут электроэрозионной обработки/полировки и проверьте сохранение геометрии. |
| Метки штифтов выталкивателя | Несбалансированная сила выброса, трение гильзы, ошибка наведения. | Проверьте посадку втулки, стратегию нанесения покрытия и контроль концентричности. |
| Овальность в шапках | Неравномерная опора, термическая деформация, нестабильная посадка пластины или вставки. | Оптимизируйте логику охлаждения и улучшите стабильность интерфейса вставки. |
Эти проблемы легче решить, если поставщик может отследить их до причин на уровне компонентов, а не только корректировать параметры формования. Практическим примером может служить этот практический пример пресс-формы для крышек для бутылок с 24 полостями , который показывает, как изменение размеров критических частей пресс-формы может напрямую влиять на стабильность уплотнения, время простоя и стабильность производства.
VI. Вывод: превращение неопределенности в контролируемую производительность
Прецизионные компоненты пресс-форм и специальные инструменты не создают ценности, делая пресс-форму «более дорогой». Они создают ценность, делая производство более предсказуемым. Когда цепочка критических размеров стабильна, форма работает дольше, снижается количество отходов, сокращается объем работ по сборке и становится легче контролировать выпуск.
Для медицинских, косметических и упаковочных проектов логика выбора поставщика должна выходить за рамки цены и времени выполнения заказа. Следует сосредоточиться на том, может ли поставщик понять особенности CTQ детали, выбрать правильный материал и маршрут обработки, а также обеспечить поддержку пресс-формы с помощью последовательного процесса проектирования. Именно здесь нестандартные детали пресс-форм и инструментальные решения становятся больше, чем просто категорией предложения. Они становятся частью системы контроля рисков.
Готовы проверить свою компонентную стратегию?
Если вы имеете дело с нестабильными размерами, повторяющимися работами по подгонке или частым обслуживанием пресс-формы, сейчас самое время пересмотреть стратегию компонентов, лежащих в основе инструмента. Анализ чертежей на уровне компонентов часто позволяет выявить реальную причину простоя до того, как он станет более серьезной производственной проблемой.
Запросите ценовое предложение напрямую с завода или отправьте чертеж на техническую проверку..