Глобальный производственный ландшафт во многом зависит от эффективности и точности литья пластмасс под давлением. От сложных медицинских компонентов до прочных автомобильных деталей — этот процесс обеспечивает крупносерийное производство с поразительной стабильностью. Поскольку отрасли требуют более жестких допусков и более быстрых сроков выполнения работ, понимание основополагающей механики литьевой формы становится важным как для инженеров, специалистов по закупкам, так и для дизайнеров продукции.
Пять ключевых этапов литья пластмасс под давлением — это зажим, впрыск, охлаждение, извлечение и проверка. Эти этапы образуют непрерывный цикл, в котором необработанные пластиковые гранулы превращаются в готовую продукцию посредством строго контролируемого приложения давления, тепла и времени в прецизионной литьевой форме.
Чтобы разобраться в сложностях современного производства, необходимо глубоко погрузиться в каждый этап производственного цикла. Овладев этими пятью шагами, компании смогут оптимизировать свои цепочки поставок, сократить количество отходов и обеспечить структурную целостность своих пластиковых компонентов. В этом подробном руководстве рассматриваются технические нюансы процесса, включающие передовые технологии, такие как системы литья пластмасс под давлением с горячими каналами и стандарты CNC-обработки для литьевых форм, чтобы дать полную картину отрасли.
Оглавление
Шаг 1: Зажим – фиксация формы
Шаг 2. Инъекция – заполнение формы расплавленным пластиком
Шаг 3: Охлаждение – дайте пластику застыть
Шаг 4: Извлечение – удаление формованной детали
Шаг 5: Проверка – обеспечение контроля качества
Подведение итогов
Шаг 1: Зажим – фиксация формы
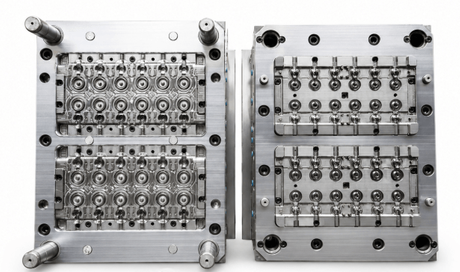
Зажим — это начальный этап процесса, на котором две половины литьевой формы прижимаются друг к другу с достаточной силой, чтобы выдержать высокое давление поступающего расплавленного пластика.
Прежде чем пластик попадет в систему, литьевая форма должна быть идеально выровнена и герметично закрыта. Зажимной узел машины использует гидравлическую или электрическую энергию для приложения давления в тысячи фунтов. Это гарантирует, что линия разъема остается закрытой во время фазы впрыска под высоким давлением, предотвращая «вспышку», то есть избыток пластика, который вытекает и создает дефекты.
В профессиональной среде целостность фазы зажима во многом зависит от качества самого инструмента. Высококачественная обработка пресс-форм с ЧПУ гарантирует, что сопрягаемые поверхности будут невероятно плоскими и точными. Если сила зажима не рассчитана правильно на основе площади поверхности детали, форма может сместиться, что приведет к неточностям размеров, которые могут испортить всю производственную партию.
Кроме того, этап зажима задает темп времени цикла. В современных машинах используются автоматизированные зажимные устройства, которые могут закрываться и фиксироваться за считанные секунды. Для специализированных применений, таких как изготовление компонентов литьевых форм для медицинских устройств, зажим должен быть исключительно стабильным, чтобы гарантировать, что микроструктуры не будут искажены вибрацией или неравномерным распределением давления во время фазы блокировки.
Шаг 2. Инъекция – заполнение формы расплавленным пластиком
Этап впрыска включает плавление пластиковых гранул и нагнетание жидкого полимера в полость литьевой формы под экстремальным давлением до тех пор, пока она не будет полностью заполнена.
На этом этапе сырьевой пластик подается из бункера в нагретую бочку. Возвратно-поступательный шнек вращается, перемещая материал вперед и подвергая его трению и нагреву, что превращает твердые гранулы в вязкий расплав. Как только накопится достаточно материала, шнек действует как плунжер, выбрасывая расплавленный пластик в форму для литья под давлением . Скорость и давление этого движения являются решающими факторами, определяющими окончательную плотность и качество поверхности детали.
Для сложных или крупносерийных проектов многие производители выбирают горячеканальную литьевую форму для пластика . В отличие от систем с холодными литниками, горячеканальные системы постоянно поддерживают расплавленный пластик в распределительных каналах. Это сокращает отходы материала и позволяет ускорить циклы впрыска, что особенно полезно при производстве компонентов литьевых форм для косметической упаковки, где одновременно требуются эстетическое совершенство и высокая производительность.
Давление, поддерживаемое на этом этапе (часто называемое «сдерживающим давлением»), имеет жизненно важное значение. Когда пластик попадает в литьевую форму , он начинает сжиматься при соприкосновении с более холодной поверхностью стали. Узел впрыска должен продолжать «упаковывать» больше материала в полость, чтобы компенсировать эту усадку, гарантируя, что конечная деталь будет соответствовать точным характеристикам, требуемым конструкцией.
Шаг 3: Охлаждение – дайте пластику застыть
Охлаждение — это этап, на котором расплавленный пластик находится внутри литьевой формы, чтобы затвердеть и принять окончательную форму, что часто представляет собой самую продолжительную часть общего времени цикла.
После того как литьевая форма заполнена и упакована, пластик должен остыть до температуры, при которой он станет достаточно жестким, чтобы с ним можно было обращаться. Это достигается за счет каналов охлаждения, просверленных в плитах формы, по которым циркулирует вода или масло, отводя тепло от детали. Эффективность фазы охлаждения напрямую связана с теплопроводностью металлов, используемых в процессе обработки с ЧПУ для литьевых форм .
Продолжительность фазы охлаждения зависит от толщины стенки детали и термодинамических свойств пластика. Например, компоненты литьевых форм для медицинского использования часто требуют очень определенных скоростей охлаждения для поддержания чистоты материала и кристаллической структуры. Если деталь охладить слишком быстро, в ней могут возникнуть внутренние напряжения; если охлаждать слишком медленно, время цикла увеличивается, что приводит к увеличению производственных затрат.
Эффективное охлаждение также является вопросом геометрии. В литьевой форме для горячеканального пластика система охлаждения должна быть тщательно сбалансирована, чтобы гарантировать, что пока деталь в полости затвердевает, пластик в горячеканальном литнике остается жидким. Именно этот тонкий тепловой баланс позволяет высокоскоростным производственным линиям работать непрерывно, не перегреваясь и не вызывая деформации деталей.
Шаг 4: Извлечение – удаление формованной детали
Выталкивание — это процесс открытия литьевой формы и использования механических штифтов или пластин для выталкивания затвердевшей пластиковой детали из полости.
По истечении времени охлаждения зажимной узел втягивается, открывая литьевую форму . Затем активируется система выброса, обычно расположенная в задней половине формы. Выталкивающие штифты ударяют по задней части детали, чтобы отделить ее от сердечника. Цель состоит в том, чтобы удалить деталь, не оставив следов, трещин или деформации, что требует стратегического размещения штифтов на этапе проектирования.
Сложность системы выброса может быть разной. Для компонентов литьевой формы для косметической упаковки выталкивание должно быть «без следов», чтобы гарантировать, что роскошная отделка контейнера не будет испорчена вмятинами от штифтов. Это часто требует использования съемных пластин или продувки воздухом вместо традиционных штифтов. Точность этих компонентов является свидетельством высококачественной обработки с ЧПУ для литьевых форм , которая используется при создании инструмента.
После извлечения деталь падает в контейнер для сбора или захватывается роботизированной рукой. В установке для литья пластмасс под давлением с горячими литниками выбрасывается только готовая деталь, поскольку нет затвердевших литников, которые нужно было бы удалять. Это оптимизирует процесс и позволяет машине немедленно вернуться к шагу 1, начав следующий цикл с минимальным временем простоя.
Шаг 5: Проверка – обеспечение контроля качества
Проверка — это заключительный этап обеспечения качества, на котором отлитые детали проверяются на соответствие техническим спецификациям, чтобы убедиться, что они соответствуют требуемым стандартам по размерам и функциональности.
Даже при идеально спроектированной литьевой форме такие переменные, как температура окружающей среды, влажность или небольшие изменения в партиях материалов, могут вызвать дефекты. Проверка после формования включает измерение критических размеров с помощью штангенциркуля, микрометра или оборудования КИМ (координатно-измерительной машины). Этот шаг не подлежит обсуждению для компонентов литьевых форм для медицинского применения, где отклонение в несколько микрон может привести к выходу из строя медицинского устройства или риску безопасности.
Контроль качества также выявляет визуальные дефекты, такие как вмятины, пустоты или короткие прорези (когда форма не заполнилась полностью). При использовании литьевой формы для литья пластмасс с горячими литниками инспекторы также следят за тем, чтобы из сопел не вытекали нити или не текли капли, что может повлиять на внешний вид ворот. Данные регулярных проверок передаются операторам станков, которые могут регулировать настройки давления или температуры, чтобы поддерживать производственный цикл в пределах допуска.
Наконец, долговечность самого инструмента является частью цикла проверки. Технические специалисты проверяют литьевую форму на предмет износа, гарантируя, что поверхности литьевой формы с ЧПУ остаются первозданными. В крупносерийных отраслях, таких как компоненты литьевых форм для косметической упаковки , соблюдение строгого протокола проверки гарантирует, что миллионная произведенная деталь будет такой же идеальной, как и первая.
Подведение итогов
Процесс литья пластмасс под давлением представляет собой высокосинхронизированный пятиэтапный цикл: зажим, впрыск, охлаждение, выталкивание и проверка, для успеха которого требуется точное проектирование и постоянный мониторинг.
Освоение этих этапов позволяет производителям использовать весь потенциал литьевых форм , превращая необработанные полимеры в высокопроизводительные компоненты. Независимо от того, используете ли вы горячеканальную литьевую форму для повышения эффективности или полагаетесь на обработку с ЧПУ для литьевой формы для обеспечения максимальной точности, каждый шаг играет жизненно важную роль в качестве конечного продукта. Это особенно актуально для чувствительных секторов, таких как компоненты литьевых форм для медицины и компоненты литьевых форм для косметической упаковки , где нет права на ошибку. Понимая и оптимизируя каждый этап, предприятия могут обеспечить надежное и высококачественное производство на долгие годы вперед.